Case sharing on improvement of defective air soldering of SMT components CF Card
Jan 26, 2024


1. Undesirable phenomena
1. Defect ratio: 100% of CF Card’s air welding is defective.
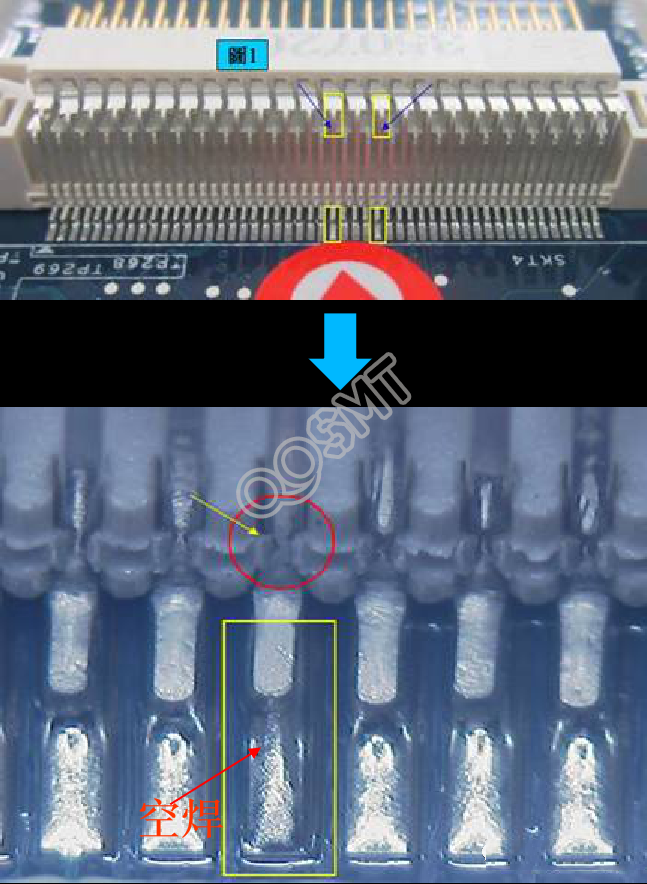
2. Empty soldering phenomenon: The empty soldering positions are all concentrated on the middle PIN pin, and there is no empty soldering problem on the PIN pins on both sides. The detailed situation is as described in the following bad pictures:
2. Analysis of bad causes:
1. Production process:
The entire process of SMT production process (solder paste printing, parts mounting, reflow soldering) parameters was conducted, and no abnormalities were found after a comprehensive review, and production process factors were initially eliminated.
2. Materials:
1) Part Pin coplanarity verification inspection
a. Coplanarity of parts before reflow soldering:
The inspection method is to place the materials on an empty PCB board and observe the flatness of the PIN pins of the five parts. No obvious High Up problem is found on the PIN pins, that is, there is no problem of poor flatness.
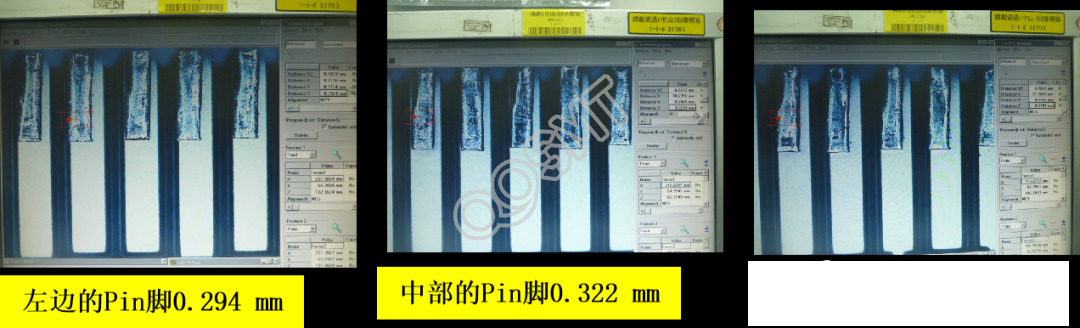
b. Part Pin coplanarity inspection after reflow soldering:
Using the reflow process of normal production, the raw materials are placed on an empty PCB board and passed through the reflow. After the reflow, IQC's three-dimensional measurement is used to measure the flatness of the pins in the middle and both ends of the part. It is found that there is an average of 0.05 in the middle pin of the part. mm High Up, as shown in the figure below in detail. This shows that the pin of the part will undergo thermal deformation due to the influence of high temperature during the reflow process, and due to the plastic properties of the metal material, the pin cannot completely return to its original shape after cooling and will deform upward. question.
Summary: The above data shows that the pin of the part will have thermal deformation during the reflow process, and the deformation amount during reflow will be greater than the deformation amount after cooling, which will cause the Gap to be too large and empty welding will occur.
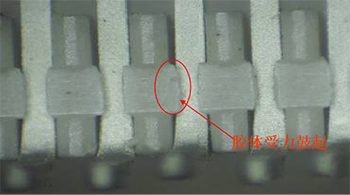
2) Analyze defective products with super coplanarity specifications:
As can be seen from the picture above, the warped terminal is not attached to the plastic wall and has a gap of 0.2mm; the size of 0.8mm is towards the upper limit, and the actual measurement is 0.95mm. Note:
The hot-melt depth of the terminal is shallow, and there is a gap between the melted colloid and the terminal. During the reflow process, the terminal is released by thermal stress and sticks to the molten colloid instead of the plastic wall. That is, the terminal lifts up, causing the coplanarity of the terminal to be NG, resulting in Air welding.
The colloid covering the terminals after heat melting is not strong enough: During reflow soldering, the release of thermal stress on the terminals will give the colloid covering the terminals an outward force, and at this time the colloid's heating strength will become lower. If the colloid covering the terminals is not strong enough, There will be a chance that the terminal will lift up, causing empty soldering.
3. Improvement measures:
1. Improvement methods:
Tests will be conducted to enhance the strength of the gel covering the terminals and confirm the effect of improving flatness
Enhance colloid strength:
1) The hot melt depth is deepened and the amount of glue covering the terminal is increased to increase the strength.
2) Increase the width of the hot melt tip from 0.5mm to 0.8mm, and increase the gel area covering the terminal to increase strength;
2. Improve effect tracking:
The parts manufacturer produced 100pcs of new materials and put them into SMT production. The final productivity was 100% and the defective air welding was completely improved;